直埋不銹鋼補償器-直埋不銹鋼補償器的焊接安裝注意事項-河北中浩機械制造有限公司
.png)
400-8054351
直埋不銹鋼補償器的焊接安裝注意事項
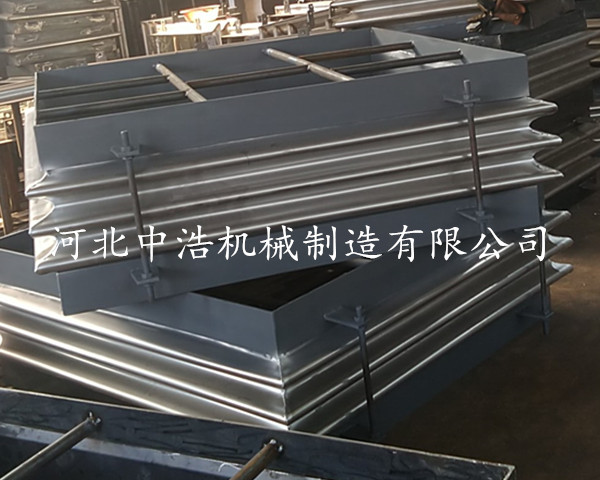
直埋不銹鋼補償器目前屬于快速發展階段,中浩機械已經掌握了全套的生產技術,但是一些客戶在安裝過程中還是會出現一些問題,所以掌握安裝技巧也是很重要的。
直埋不銹鋼補償器在安裝前應先檢查其型號、規格壓力及管道配置情況,符號設計要求。型號檢查無誤了,下面要進行焊接工作了,在焊接時有一些操作步驟還是要遵守的,煙風管道上在安裝一些大口徑的直埋不銹鋼補償器的時候往往采用焊接的這種連接方式,而在焊接時要特別注意一下操作事項,如果不按照規定步驟操作的話,很容易出現焊接不牢固的現象。
首先操作者勞動保護器具要_。臟手套、油泥棉紗等,不得與工件焊接部位接觸。在進行焊接過程中要做好焊接處的坡口處理,包括增加焊接面和清理焊接面,使得需要焊接的部位能夠更加充分的結合。
直埋不銹鋼補償器應嚴格焊接規范。選擇適當的焊接電流、焊接速度和脈沖頻率相匹配。嚴格進行焊前清洗,在工件焊接部位,不允許殘留清洗介質中的水分和大氣中的水分,以免水分中的氧分子混入焊縫金屬中去。適量的氬氣保護,嚴禁空氣中的氮、氧混入熔池參與化學反應。
焊接完畢后需要對于焊接面進行清理直至漏出金屬光澤,再仔細觀察是否出現漏焊和虛焊現象。
管系安裝調試完畢后,應盡快拆除波紋直埋波紋補償器上用于安裝運輸的黃色輔助定構件及緊固件,并按照設計要求將限位裝置調到規定位置,使管系在運行環境條件下有充分的補償能力。
嚴禁用波紋直埋波紋補償器變形的方法來調整管道的安裝錯位,以免影響直埋波紋補償器的正常功能、降低其使用壽命及增加管道系統、設備、支撐構件的載荷。
需要進行“冷緊”的直埋不銹鋼補償器,預變形所用的輔助構件應在管路安裝調試完畢后方可拆除。對帶有內套筒的補償應注意使內套筒的劍頭方向與介質流動方向所一致。
關于直埋不銹鋼補償器的焊接安裝注意事項,小編在這里介紹了一下,在后續的使用過程當中,不管您遇到哪些問題,我們都會盡力為您解決,歡迎廣大用戶來電咨詢訂購。





聯系我們
河北中浩機械制造有限公司
咨詢熱線:4008054351
網 址:www.censou.cn
聯系電話:
18632750699(微信同步)
13343270064(微信同步)
13343271054(微信同步)
18632750799(微信同步)
銷售一部:
0317-8300632
銷售二部:0317-8300612
銷售三部:0317-8300672
銷售四部:0317-8300692
售后電話:13483834056
技術咨詢:17717733210
公司傳真:0317-8300692
Q Q:1245813405
420680132
983710403420680132
咨詢熱線:4008054351
網 址:www.censou.cn
E - mail:
btzhonghao@163.com
地 址:河北省滄州市泊頭市齊橋鎮李樓村(廊泊路西側)
公司名稱:河北中浩機械制造有限公司 公司地址:河北省滄州市泊頭市齊橋鎮李樓村(廊泊路西側) 電話:0317-8300632 8300612 8300672 8300692 傳真:0317-8300692 手機: 13343270064 13343271054 18632750799 18632750699 網站網址:http://www.censou.cn 冀ICP備19005587號-2
河北中浩機械制造有限公司 2011(C)版權所有 并對網站所有內容保留解釋權

PowerBy:速貝·網搜寶 網站建設:中科四方 技術支持:速貝
冀公網安備13098102000347號